
Flooded Suction Pumps
Durable Flooded Suction Pumps
Mazowe Dredge offers some of the most distinctive flooded suction industrial pumps on the market, including horizontal-vertical models specifically engineered for demanding pumping and dredging operations. These pumps excel in handling highly viscous and abrasive slurries, sludge, pastes, high solids materials, and other challenging fluids, even when fluid levels fluctuate.
Built for durability and reliability, our pumps are well-suited for a wide range of industries and applications across the globe. Whether you need to transfer high-viscosity products or tackle complex flow conditions, our pumps are expertly designed to meet the demands of your operational environment.

Pump and Dredge Equipment
Cost-Effective and Efficient Pumping Solutions
For demanding applications, the EDDY Pump stands out as the most dependable pumping technology. Its advanced design ensures smooth operation when handling abrasive and viscous materials without the risk of clogging. Additionally, the low maintenance requirements make it a budget-friendly option for long-term use.
Unmatched Performance
EDDY Pump stands out from other pumps with its exceptional suitability for high-flow and high-pressure applications across a wide range of industries.
Innovative Anti-Clogging Design
EDDY Pump is engineered to prevent blockages, even when handling large debris, thanks to its advanced design. This feature enhances operational safety while ensuring more efficient performance.
Robust Resistance and Durability
Constructed from robust materials like high chrome alloys, Mazowe Dredge pumps deliver consistent, long-lasting durability, making them a reliable choice for demanding environments.
Gravity-Assisted Pumping for Challenging Fluids
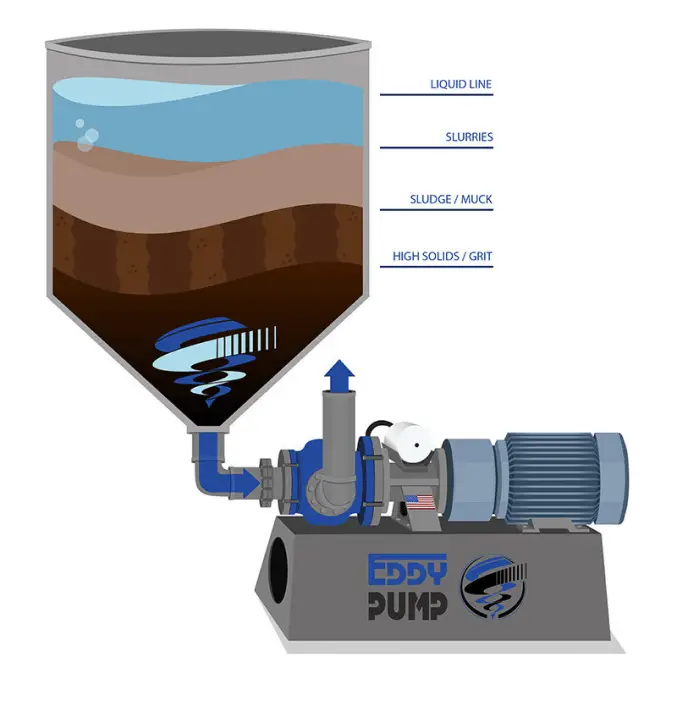
Flooded suction pumps are widely utilized in industries such as wastewater treatment, mining, and construction, where they excel at handling challenging fluids and sludge. These pumps operate by positioning the fluid above the inlet level, allowing gravity to drive the fluid into the pump naturally.
This setup eliminates the need for pre-priming, ensuring continuous and efficient operation by seamlessly integrating natural forces with advanced engineering techniques.

Horizontal or Vertical Pumps: Which One is Right for You?
When choosing between horizontal and vertical slurry pumps, several key factors need to be considered, such as density, flow rate, pressure, distance, power source, temperature, pH, corrosion, and erosion. Selecting a pump made from high-quality materials ensures longer operational life, and we highlight popular materials in our selection.
Horizontal Flooded Suction Pump
Ease of Installation and Maintenance:
With a straightforward design, these pumps are easy to install and require minimal maintenance.
Increased Flow Rates:
Featuring a larger impeller, they deliver higher flow rates compared to other pump types.
Lower NPSH Requirements:
It is ideal for applications with lower Net Positive Suction Head (NPSH) needs compared to vertical pumps.
Larger Footprint:
However, these pumps require more space due to their design.
Vertical Flooded Suction Pump
Compact Size:
Thanks to their compact design, these pumps can be installed in confined spaces or hard-to-reach areas.
Highly Efficient:
Perfect for applications that demand significant surface lift.
Versatile Design:
It can be suspended and inserted into materials for pumping, offering greater flexibility.
Maintenance Challenges:
Repairs and maintenance can be more complex than with other pump designs.
The semi-automated dredge requires only 650 square feet of floor space, operates with lower energy consumption, and can handle slightly increased water depths without onboard personnel. Utilizing three or four cables, the system features winches controlled by electronic instruments for easy navigation along a defined dredging path, pump depth control, and pump RPM adjustments. Globestar’s patented cable deployment system allows the dredge to function at depths of up to 100 feet, and with no internal structures, it can operate 24 hours a day.
Key Considerations for Selecting a Flooded Suction Pump
Choose a pump specifically engineered for flooded suction processes. It should have a robust structure that withstands the fluid’s demands, ensuring reliable operation and longevity.
Look for a pump with strong solids-handling capability. Flooded suction pumps are designed to efficiently transport fluids containing high concentrations of solids, such as dirt, particles, and gritty materials.
The design of flooded suction pumps should minimize the risk of blockages, allowing solids to pass through without causing disruptions. This feature significantly reduces the need for frequent repairs and maintenance.
Submersible suction pumps are more effective because they can maintain a consistent flow while reducing the risk of clogging, resulting in higher overall efficiency.
Ensure the pump is constructed from materials that offer excellent wear resistance, which contributes to the pump’s durability and extended service life.
Submersible pumps are a reliable and affordable option for handling slurries or other challenging fluids. It’s crucial to assess the required flow rate for your application to ensure the pump can move the necessary volume of fluid efficiently.
Consider the head pressure, which is the vertical distance the pump must lift the fluid. Ensure the pump can handle the required pressure without compromising performance or durability.
Verify that the pump’s construction materials are compatible with the fluid being pumped. Different fluids may require specific materials, such as stainless steel, cast iron, or high-density polyethylene.
Evaluate the motor’s rated power and efficiency. A higher-powered motor may be necessary for pumping larger volumes or more viscous fluids effectively.
Opt for pump models with tightly sealed couplings to prevent leaks and maintain optimal performance.
Consider the pump’s ease of installation and maintenance requirements. Accessibility to service and the availability of spare parts should be key factors in your decision.
Look for pumps with safety features such as overload protection, thermal sensors, and built-in guards to protect the pump and prevent damage.
Choose a pump from a manufacturer with a solid reputation and extensive experience. Opt for brands known for producing durable and reliable pumps.
Key Advantages of Advanced Pump Technology
Solids Handling Capability
These pumps are specifically engineered to manage fluids with high solid content, including slurries. They can effectively operate with fluids containing particles, debris, or abrasive substances.
Minimized Obstruction Risk
The design of these pumps ensures that solids can be pumped without clogging the system, significantly reducing the need for frequent repairs and maintenance.
Increased Efficiency
Submerged suction pumps are optimized to handle blockages more effectively, leading to improved throughput rates and greater operational efficiency.
Enhanced Durability
Constructed from robust materials and featuring enhancements for increased durability, these pumps offer extended service life and superior wear resistance.
Cost-Effective Solution
Flooded suction pumps are both highly efficient and relatively affordable, making them an excellent choice for handling slurries and other challenging fluids. They provide a reliable fluid-handling solution at a competitive cost.
Our pump models
Model | Diameter | Power | GPM Flow | Head |
DSP/HD 3000 | 3 inches | 43 HP | 100-780 | up to 130 feet |
DSP/HD 4000 | 4 inches | 43 HP | 250-1200 | up to 200 feet |
DSP/HD 4000 | 4 inches | 115 HP | 250-1200 | up to 200 feet |
DSP/HD 6000 | 6 inches | 115 HP | 450-2000 | up to 200 feet |
DSP/HD 6000 | 6 inches | 173 HP | 450-2000 | up to 200 feet |
DSP 8000 | 8 inches | 550 HP | 1600-5000 | up to 240 feet |
DSP 10000 | 10 inches | 550 HP | 1600-5000 | up to 240 feet |
DSP 12000 | 12 inches | 700 HP | 2600-7300 | up to 180 feet |
Benefits of Managing Slurries and Complex Liquids
Self-Priming Capability
Self-priming pumps can handle fluid suction without needing additional components, allowing for easier assembly and eliminating the need for extra priming steps.
Long-Lasting Durability
With advanced seals, such as o-rings, mechanical seals, and liners, these pumps are designed to withstand the challenges of chemically or physically abrasive fluids, ensuring enhanced performance and longevity.
Wide Range of Applications
Submersible suction pumps are versatile and capable of handling a variety of liquids, including those with high solid content and sludge. They are widely used in mining, construction, industrial processes, and water treatment.
Lower Maintenance Needs
Built with a sturdy framework and efficient working mechanism, these pumps require less frequent maintenance, reducing downtime and overall costs.
Consistent Operation
The flooded suction design ensures a constant supply of fluid, preventing vibration issues and maintaining smooth, reliable operation.
Related Equipment

Slurry Pumps
Discover our diverse range of slurry pumps, expertly designed for the industrial sector in Zimbabwe. These cutting-edge pumps efficiently handle high-density mud, sand, and other abrasive materials with outstanding strength and precision. By incorporating the latest innovations, our pumps ensure superior performance and longevity, making them ideal for the most demanding projects.